
Törmään työssäni jatkuvasti samaan ikävään asiaan; varmaan 95 % särmättäviksi tarkoitetuista levyosista on mitoitettu piirustuksiin väärin. Usein mitoitus on tehty niin, että ei auta kuin avata tuotteen piirustus Autocadissa tai muussa vastaavassa ohjelmassa, josta tarvittavan mitan saa katsottua (jos piirustus on elektronisesti saatavilla). Toinen vaihtoehto on mitata tarvittava mitta piirustuksesta suhteella, joskus riittää päässälaskutaito, joskus mennään valistuneella arvauksella.
Mitoitustapa voi olla tietyille laitteistoille hieman erilainen, mutta silloin tulisi käyttää tiettyä toimittajaa, jolla on juuri kyseinen laitteisto käytössä ja jonka kanssa asiasta on sovittu erikseen. Päälinjana kannattanee kuitenkin käyttää hyväksi havaittuja, yhdessä sovittuja, standardoituja tapoja – silloin mitoituksesta ei pitäisi olla kenelläkään mitään sanottavaa, oli käytetty taivutusmenetelmä sitten mikä tahansa.
Nykyisin näkee usein isometrisesti esitetyn kappaleen lisäksi levityskuvannon, johon on mitoitettu taivutuskohdat. Tämä saattaa auttaa joskus hieman, mutta kappaleen ohjelmointi särmäyspuristimen ohjelmaan on usein helpointa, jos kappale vain olisi mitoitettu piirustukseen standardin mukaisesti (tuotteista voi olla erilliset mitoitetut levityskuvannot, jos niistä on leikkeen valmistamisen lisäksi muutakin apua). Yksittäisten osavalmisteiden osalta ns. 3D-kuvasta on melko harvoin hyötyä taivutustyössä. Uusimmat ohjauslaitteistot osaavat muuntaa 3D-tiedoston suoraan särmäyspuristimen ohjelmaksi (ja jopa korjaavat väärät taivutussäteet yms. pienet virheet). Tällaisen valmistustyylin käyttö ns. perusteollisuudessa on vielä nykyään hankalaa sekä laitteistojen määrä on toistaiseksi varmasti melko vähäinen. Pidetään siis 3D-mallien mukana ainakin vielä toistaiseksi hyvin tehdyt 2D-valmistuspiirustukset mukana! Tai sanottakoon, että itse esittäisin asian ehkä mieluiten näin päin: laitetaan hyvin tehtyjen 2D piirustusten lisäksi 3D-kuva valmistajalle, jos siitä on jotain hyötyä.
Taivutettavien kappaleiden mitoitukseen ja oikaistun pituuden arviointiin on olemassa standardi DIN 6935. Standardi sisältää mitoitusohjeen lisäksi kappaleen oikaistun pituuden laskentaan tarkoitetut matemaattiset kaavat (juuri nämä kaavat on integroitu lähes kaikkiin nykyisiin ohjelmistoihin) sekä 15° välein eri paksuisille materiaaleille ja eri taivutussäteille niin sanotut kompensaatioluvut. Yllätyksekseni huomasin, että äskettäin on julkaistu suomenkielinen teräsohutlevyjen taivutuksien kansallinen standardi SFS 5998 (vahvistettu 14.9.2015). Se tosin pohjautuu hyvin vahvasti edellämainittuun DIN-stardardiin – käytännössä on siis suomennos siitä. Standardissa on annettu arvioita myös taivutuksen korjauskerroin k:lle sekä hieman tietoja lyhimmästä taivutettavasta laipan pituudesta, käytettävistä taivutussäteistä, materiaaleista ja niin edelleen. Standardin voit käydä lunastamassa itsellesi tästä linkistä hintaan 71,30 € (sis. alv). Tämä ei ole yhdellekään yritykselle liian suuri investointi, jotta tulevaisuudessa valmistusvirheet, väärinkäsitykset ja täysin turha ajan tuhlaus piirustusten uudelleen mitoittamiseen vähenee. Täytyy muistaa, ettei nykyään kukaan ole valmis maksamaan arvoa tuottamattomasta työstä.
Alla on esitetty esimerkkipiirustus, miten taivutukset tulisi mitoittaa. Esimerkki on yksinkertainen, mutta sisältää jokaisen tärkeän yksityiskohdan. Esimerkin mitoitustyyli on täysin sovellettavissa jokaiseen taivutettavaan kappaleeseen. Siitä voidaan poimia viisi tärkeää pääkohtaa:
- 90 asteen kulma – on yleensä selvä tapaus, eikä aiheuta ongelmia
- terävä kulma – mitoitus tehdään taittuvan kaaren tangeerauspisteeseen
- tylppä kulma – mitoitus tehdään näennäiseen tasopintojen leikkauspisteeseen
- taivutusmitoitus on riippumaton säteen suuruudesta
- taivutus on loppujen lopuksi melko epätarkka valmistusmenetelmä, joten on hyvä jättää virheelle pelivara – eli yksi mitta, mikä ei ole toiminnan kannalta tärkeä, jätetään sulkeiden sisään.

Kuva 1. Särmättävä kappale mitoitettu standardin mukaan – siis oikein.
Kun näin mitoitetun kappaleen ohjelmoi särmäyspuristimen ohjelmaan, saadaan lopputulokseksi suoraan oikein mitoitettu kappale. Alla on kuvakaappaus meillä käytössä olevaan särmäysohjelmaan laitetuista mitoista, suoraan yllä olevan kappaleen mukaan syötettynä. Täysin toinen asia on tietysti se, saako esimerkiksi tällaista kappaletta valmistettua käytössä olevin työkaluin.
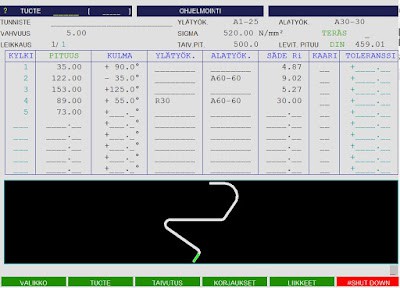
Kuva 2. Särmäyspuristimeen ohjelmoitu kappale.
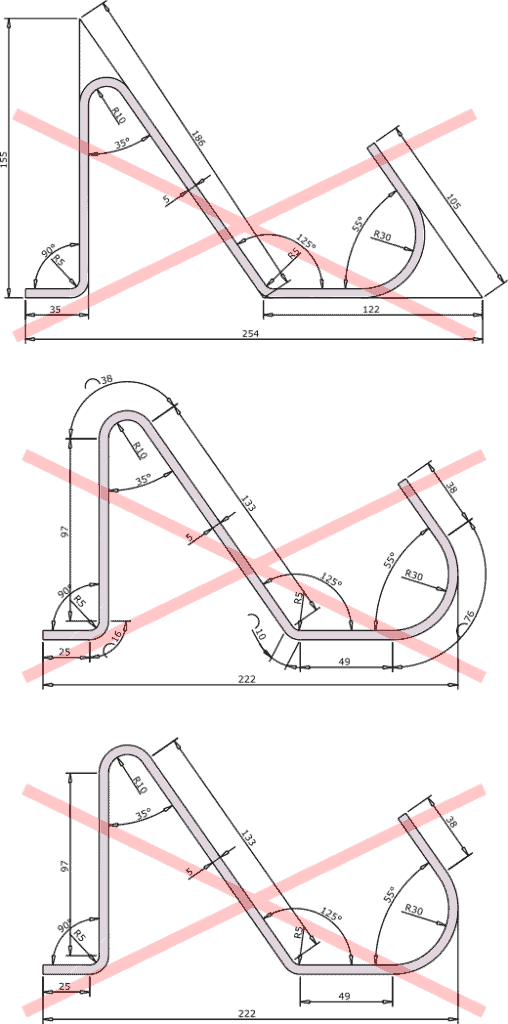
Kuten huomaa, asia on loppujen lopuksi hyvin yksinkertainen ja herääkin kysymys, miksi tämän asian kanssa tehdään niin järkyttävän paljon virheitä. Tässä on vielä muutamia esimerkkejä, miten mitoitusta ei tule tehdä:
- kappaleen teräviä kulmia ei mitoiteta näennäisten leikkauspintojen mukaan
- kaarevan ulkopinnan mittaa ei tarvitse esittää, sillä ei tee käytännössä mitään
- pelkkien suorien viivojen ja sisäsäteiden esittäminen ei riitä, mitoitustapa ei anna tarpeeksi tietoa tekijälle
—–
Lähteet:
[1] DIN 6935. 2011-10 (E). Cold bending of flat rolled steel. Deutsches Institut für Normung.
[2] SFS 5998. 2015. Valssatun teräsohutlevyn kylmätaivutus. Helsinki: Suomen Standardisoimisliitto SFS.
[3] Pere, Aimo. 2009. Koneenpiirustus 1 & 2. Kirpe Oy. ISBN 978-951-97096-9-7