Order
Request for quotation (3 working days)
Everything starts with a review of the quotation request and a review of the requirements, which often involves contact with the client. In practice, this is how we ensure that we understand the request for quotation correctly and that we calculate the quotation according to the requirements set. It is good to know the delivery time already at this stage. Of course, this is also when we assess whether the work requested is suitable for us – if not, we usually try to recommend another contractor who might be appropriate for the work in question. We aim to respond to quotation requests within three working days. Our quotation process follows our tried and tested methodology and all quotations and quotation material are stored in our systems for future use.
Commercial negotiations
If the customer is satisfied with the proposal, the customer can place the order, or in the case of larger projects, further negotiations can take place to ensure, for example, different interfaces and a mutual understanding of what is to be ordered, what is to be delivered and when the delivery should be ready. In the case of a major project, any potential payment postal, collateral, and other financial issues will also be discussed. If there are any misunderstandings, the quotation is usually revised and then discussed further.

Before production
After the order is placed, the project is sent to the office for preparation if the client has submitted the final material to move the project forward. This can be a 2D/3D layout, a 3D model, proper engineering drawings or a combination of these. Depending on the project and the client’s needs, the next step could be, for example:
- ordering of materials
- creating a 3D model
- producing manufacturing and/or installation drawings
At the same time, we consider how the product will be manufactured and whether subcontracting is needed, i.e. a technical review. If we get into the project as early as possible, the end result is usually the best. This allows us to take into account the sheet sizes of the sheets for production, order custom sheets if necessary and, for example, to meet all the waiting times in production – in project-based work, idle time is sometimes a necessity.
Manufacturing
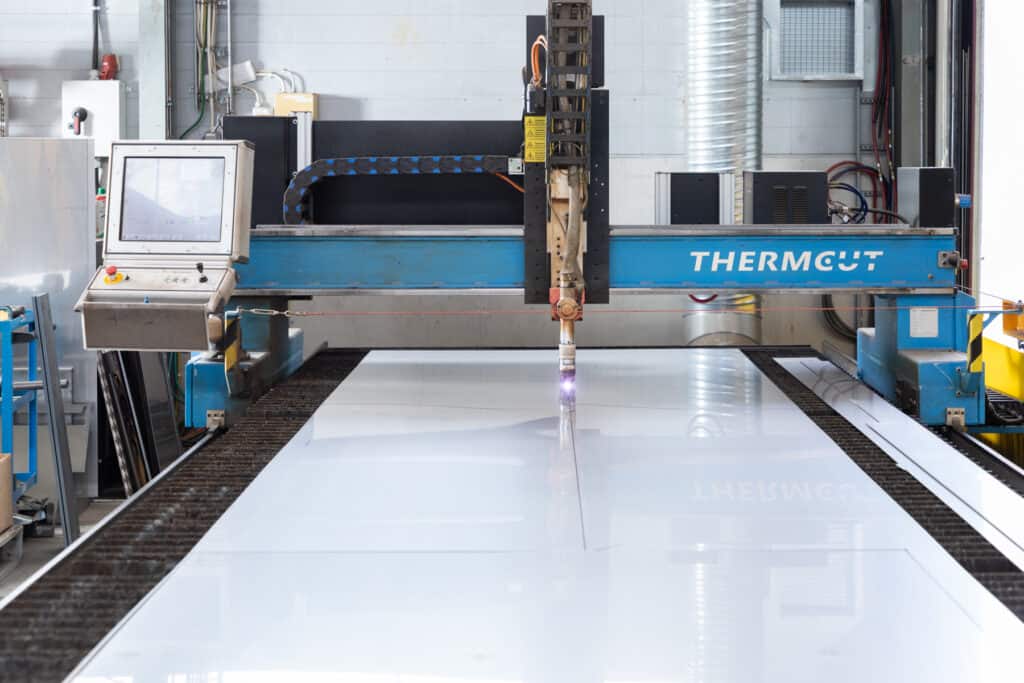
Cutting operations
Usually, the first step in the actual manufacturing process is cutting. We have a 2100x6300mm table-top fine-beam plasma cutting station with plasma marking capability. We use in-house cutting whenever high-quality plate edges or initial holes for threaded holes or otherwise good-quality holes are not required. Fine-beam plasma cutting has its own advantages, although of course, it lags behind the laser in speed and quality. The system is very flexible and takes up a modest amount of floor space. The quality of the cut is good enough for a very wide range of products. Laser and waterjet cutting capacities are nowadays very well available, so we generally subcontract cuts of more than 20 mm thick, more than 6 m long, and of demanding quality.
Bending work
After cutting, the sheet metal parts are almost invariably bent. For bending, we use different sizes of plate rolling machines and two press brakes.
The range of rolls on the plate rolling machines varies from 35mm to 210mm. Depending on the machine, the rolling widths range from a few hundred millimetres up to 3.1 m. As a rule, the plate rolling machines are 3-axis, but we also have one 4-axis CNC-controlled plate rolling machine, which has already rolled several hundred different pre-programmed products. The thickest material that can be bent is 6 mm (of course, thicker narrow flat bars etc. can also be bent).
There are two press brakes – 1.3m wide and 4.2m wide. Generally, bending up to 6 mm thickness has good results. We also bend thicker plate sections, but the width of these must be checked on a case-by-case basis. The range of tools is very comprehensive and more will be obtained if necessary. We would like to have the sheet metal parts to be dimensioned according to DIN 6935 (SFS 5998) drawings. If necessary, we will use our subcontracting network for the bending of thicker sheet metal parts.

Mechanized welding
One of the most important pieces of technology in our workshop is the longitudinal welding machine, which is equipped with TIG and plasma welding. Both processes usually include a cold wire feed, root shielding gas, and a second auxiliary gas shield (not mandatory). The longitudinal welding machine can be used to we weld prefabricated parts into larger assemblies when needed or to weld bent sheet metal parts for the next stage. Generally, we weld 1-2 mm thick sheet metal parts using TIG process and 3-6 mm thick using plasma.
Other preparatory work
Equipment is also available for other supporting manufacturing processes. For example, we bend the EUROVENT flanges for the ducts from flat bars and angle bars using a profile bending machine. The capacity is sufficient to bend 80x80x8 stainless angle bars to a diameter of approximately 1000mm. This equipment is suitable for many other applications as well. For flange fixing, we have two rigid bead rollers with the possibility to mount different tools. One of the machines has a vertical and the other a horizontal spindle. We cut the profiles to the appropriate dimensions using saws or hydraulic steelworkers and, if necessary, punch or drill holes in them. We can also utilize the many possibilities offered by a tube laser with a subcontractor.

Welding
Once the prefabrication is done, we perform the assembly welding mainly with the MAG process, although TIG equipment is also available at the welding stations. Most of the welding is done on Kemppi’s X8 welders and we also use Kemppi’s WeldEye system in the production process. Welders are assisted by Pema’s positioners (SPS1500 and APS1500 and N-series roller beds). Positioners have integrated Siegmund clamping tables. There are plenty of clamping tables and related equipment for assembly welding in the second workshop as well. Ceiling cranes (max. 5 t) and wall-mounted cranes (250-500 kg) are used for lifting. Our welders are mostly qualified in the material thickness range of 1-6mm. The largest individual parts made have been around 6m x 4m x 3m. The height is usually the limiting factor for larger structures.
Pickling
Parts are pickled in our own pickling facility to ensure corrosion resistance and to finish the visual quality of the product. The pool is 2.3m deep and almost 10m long. At one end the pool is over 3m wide and at the other over 1m. There are two 5t overhead cranes in at the pickling pool. If the part does not fit in the pool, we treat it by spray pickling. Our pickling pool is heated to control the process all year round. The condition of the acid is constantly monitored and an adjustment is carried out about once a year. Every three years or so (or as required), the acid is subjected to a comprehensive analysis, which is used to create a recipe and refurbish the acid. All liquids produced by the pickling facility are treated at the on-site wastewater treatment unit before being discharged to the municipal sewer. Our wastewater treatment unit uses the EPSE process developed in Finland.
Shipping
Packaging
Products are usually packed on pallets or in wooden cages. It is also possible to make different types of boxes from board or plywood. Depending on the product and the customer’s requirements, the packaging can also be done with shrink or stretch plastic. All the wooden packaging materials we use meet the ISPM 15 requirements. The wood material comes to us from our neighbor Valkeala Sawmill. If required, we can also pack the products in shipping containers. Unloading and loading of containers in our yard is carried out by a sideloader truck.
Shipping
The most common delivery clause is Incoterms FCA, i.e. we load the products we manufacture onto a truck for transport. We can handle transport orders on behalf of the customer using the customer’s contract number. We also have transport contracts with a number of transport companies, so if necessary we can take the products to their destination and invoice the transport. However, we are a fairly small player and use a relatively small number of transport services, so the prices for transport through us may not be very competitive.